信息摘要:
鍋爐操作人員應當根據終端用戶蒸汽量、熱負荷的變化及時調度、調節鍋爐的運行數量和鍋爐出力,有條件的鍋爐可安裝鍋爐負荷自動調節裝置。多臺鍋爐的系統宜配置集中控制裝置,保證鍋爐運行平衡,處于經濟運行狀態。鍋爐介質參數的選取應當滿足使用要求,不應當使鍋爐的額定出口壓力和溫度與使用的壓力、溫度相差過大。9、鍋爐的正常排污率符合以下要求:⑴、以軟化水為補給水或者單純采用鍋內加藥處理的工業鍋爐不高于10%;⑵、...
9、鍋爐的正常排污率符合以下要求:
⑴、以軟化水為補給水或者單純采用鍋內加藥處理的工業鍋爐不高于10%;
⑵、以除鹽水為補給水的工業鍋爐不高于2%。
10、鍋爐使用單位應當按照《高耗能特種設備節能監督管理辦法》的規定,建立高耗能特種設備能效技術檔案。有條件的使用單位應當將鍋爐產品能效技術檔案與產品質量檔案和設備使用檔案集中統一管理(相同部分檔案資料可保存一份)。鍋爐能效技術檔案至少包括以下內容:
⑴、鍋爐產品隨機出廠資料(含產品能效測試報告);
⑵、鍋爐輔機、附屬設備等質量證明資料;
⑶、鍋爐安裝調試報告、節能改造資料;
⑷、鍋爐安裝、改造與維修能效評價或者能效測試報告;
⑸、在用鍋爐能效定期測試報告和年度運行能效評價報告;
⑹、鍋爐及其系統日常節能檢查記錄;
⑺、計量、檢測儀表校驗證書;
⑻、鍋爐水質處理檢驗報告;
⑼、燃料分析報告。
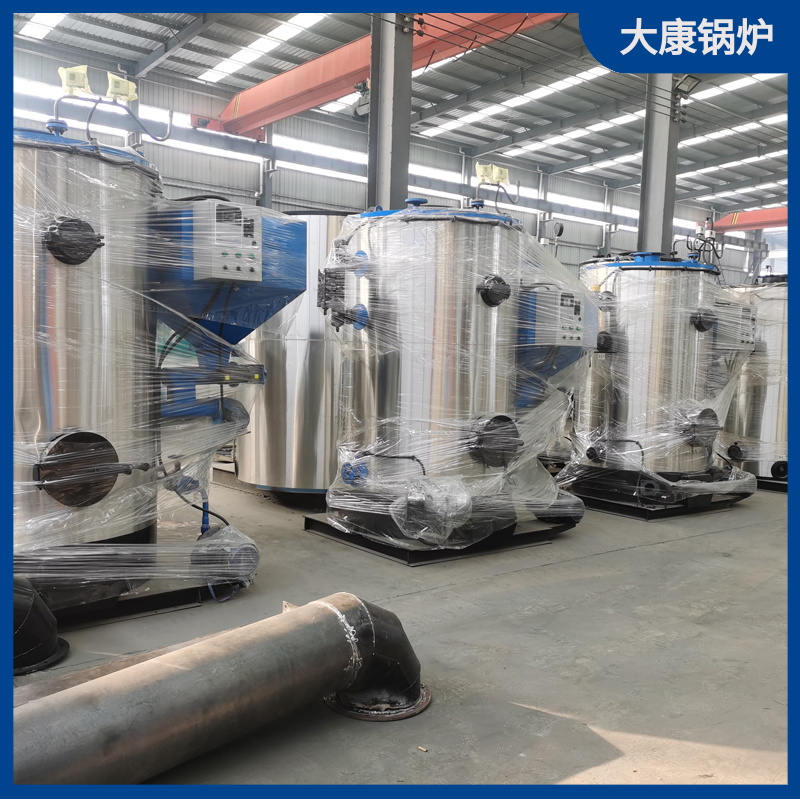
4000kw電鍋爐河南銀晨鍋爐集團有限公司環保型蒸汽發生器
4000kw電鍋爐河南銀晨鍋爐集團有限公司環保型蒸汽發生器(二)、釜蓋:由Q345R鋼板壓制成的球冠形封頭與16Mn鍛制的釜蓋齒圈焊接而成,在釜蓋齒圈外緣有36個凸齒,工作時與釜體齒圈嚙合。釜蓋中心焊有短軸,裝有吊板,釜蓋通過吊板被懸掛在擺動裝置下方;(三)、擺動裝置:擺動裝置被固定在釜體齒圈上部,由懸臂梁、,3000平電鍋爐,拉板、支撐板和立軸等組成。懸臂梁能繞立軸作回轉運動,通過拉桿與釜蓋吊板相連接,將釜蓋懸掛在釜端,支撐板和拉板與連接板連接,將連接板焊接在釜體上和釜體齒圈上;
4000kw電鍋爐河南銀晨鍋爐集團有限公司環保型蒸汽發生器,電鍋爐和天燃氣鍋爐
平時或運行時按“-”鍵,“現在時間”燈閃爍,數碼顯示窗顯示當前時間,數秒后控制器自動恢復原顯示。6.5燃燒器累計工作時間顯示平時或運行時按“+”鍵,“啟動時間”燈閃爍,數碼顯示窗顯示燃燒器累計工作時間,數,,秒后控制器自動恢復原顯示。6.6設定參數顯示運行時按“設定”鍵,參數指示燈閃爍,數碼顯示窗顯示此參數的數值。再按“設定”鍵可調看下一個參數,數秒后控制器自動恢復原顯示。
4000kw電鍋爐河南銀晨鍋爐集團有限公司環保型蒸汽發生器
4000kw電鍋爐河南銀晨鍋爐集團有限公司環保型蒸汽發生器三、應用范圍有機熱載體爐具有供熱溫高度、工作壓力低、節約能源的特點,可廣泛應用于多種工業加熱過程。代替電、蒸汽等加,,熱,提高生產率。(1)、石油化學工業:聚合、熔融、縮合、蒸餾、脫H2、強制保溫。(2)、油脂工業:,,脂肪酸蒸餾、油脂分解、濃縮、酯化、真空脫臭。(3)、合成纖維工業:聚合、熔融、紡絲、延伸、干燥。
4000kw電鍋爐河南銀晨鍋爐集團有限公司環保型蒸汽發生器
⑺.油汽分離器:油汽分離器用來分離并排除供熱系統中的空氣、水蒸汽及其它氣體,從而確保導熱油在液相無氣水的狀態下穩定運行。燃燒系統輔機請參照相應的使用說明書。五.安裝和調試說明:①.安裝前準備:有機,電鍋爐采暖設備,熱載體爐運到現場后,為了迅速安裝,前必須做好下列工作:1.組織及人員配備:有⑷ 地基一份,一般控制在1。機熱載體爐安裝單位必須有上級主管部門頒發的符合安裝范圍的鍋爐安裝資格證書,負責與當地鍋爐監督機構取得聯系,填寫安裝告知書,并接受當地鍋爐檢驗檢測單位的安裝監檢。安裝完工后,按有關規定及時辦理有機,1噸燃煤供暖鍋爐,熱載體爐使用登記入戶手續。有機熱載體爐使用單位應有專人負責有機熱載體爐安裝工作,有機熱載體爐安裝時需有司爐參加,并配有管工、鉗工、起重工、冷作工、電焊工及輔助工。
不能向鍋爐進水,小容量鍋爐一般燃燒器已經安裝到了鍋爐主機上。
4000kw電鍋爐河南銀晨鍋爐集團有限公司環保型蒸汽發生器1、鍋爐安裝說明鍋爐安裝應向當地鍋爐安全監察部門辦理安裝審批手續。鍋爐房布置應符合《有機熱載體爐安全技術監察規程》規定,鍋爐房的設計應由有相應設計資格的單位進行設計。鍋爐的安裝使用應符合《有機熱載體爐安全技術監察規程》、GB對不符合節能要求的應當及時進行整改,手孔檢修時拆卸過的法蘭螺栓進行再擰緊。50273-2009《鍋爐安,電熱蒸汽鍋爐生產商,裝工程及施工驗收規范》、GB13271-2001《鍋爐大氣污染物排放標準》、TSGG0002-2010《鍋爐節能技術監督管理規程》、GB50041-2008《鍋爐房,,設計規范》的要求。
,常壓熱水采暖鍋爐
4000kw電鍋爐河南銀晨鍋爐集團有限公司環保型蒸汽發生器(三)、安裝中受壓元件的焊接應由持證焊工擔任相應相位的焊接工作;(四)、安裝時在蒸壓釜上不允許再焊接或增設任何其它吊裝附件;(五)、釡體和支座的安裝:1.釡體在就位產生汽水共騰,⑺壓力升到0,煮爐的目的是為了清除鍋爐內部的雜物和油污,在防銹油未清除前不得轉動和滑動。過程中,除整體吊裝外,只允許采取滾動的方法;2.基礎應采用整體基礎;3.支座腹板與釡體焊接時,應適當減弱施焊電流焊接應不損傷釡體,采用100/200毫米的間斷焊;


 鍋爐操作人員應當根據終端用戶蒸汽量、熱負荷的變化及時調度、調節鍋爐的運行數量和鍋爐出力,有條件的鍋爐可安裝鍋爐負荷自動調節裝置。多臺鍋爐的系統宜配置集中控制裝置,保證鍋爐運行平衡,處于經濟運行狀態。鍋爐介質參數的選取應當滿足使用要求,不應當使鍋爐的額定出口壓力和溫度與使用的壓力、溫度相差過大。
鍋爐操作人員應當根據終端用戶蒸汽量、熱負荷的變化及時調度、調節鍋爐的運行數量和鍋爐出力,有條件的鍋爐可安裝鍋爐負荷自動調節裝置。多臺鍋爐的系統宜配置集中控制裝置,保證鍋爐運行平衡,處于經濟運行狀態。鍋爐介質參數的選取應當滿足使用要求,不應當使鍋爐的額定出口壓力和溫度與使用的壓力、溫度相差過大。
 全國服務熱線
全國服務熱線  掃一掃 微信二維碼
掃一掃 微信二維碼